
Описание

Конкретные модели заключаются в следующем:
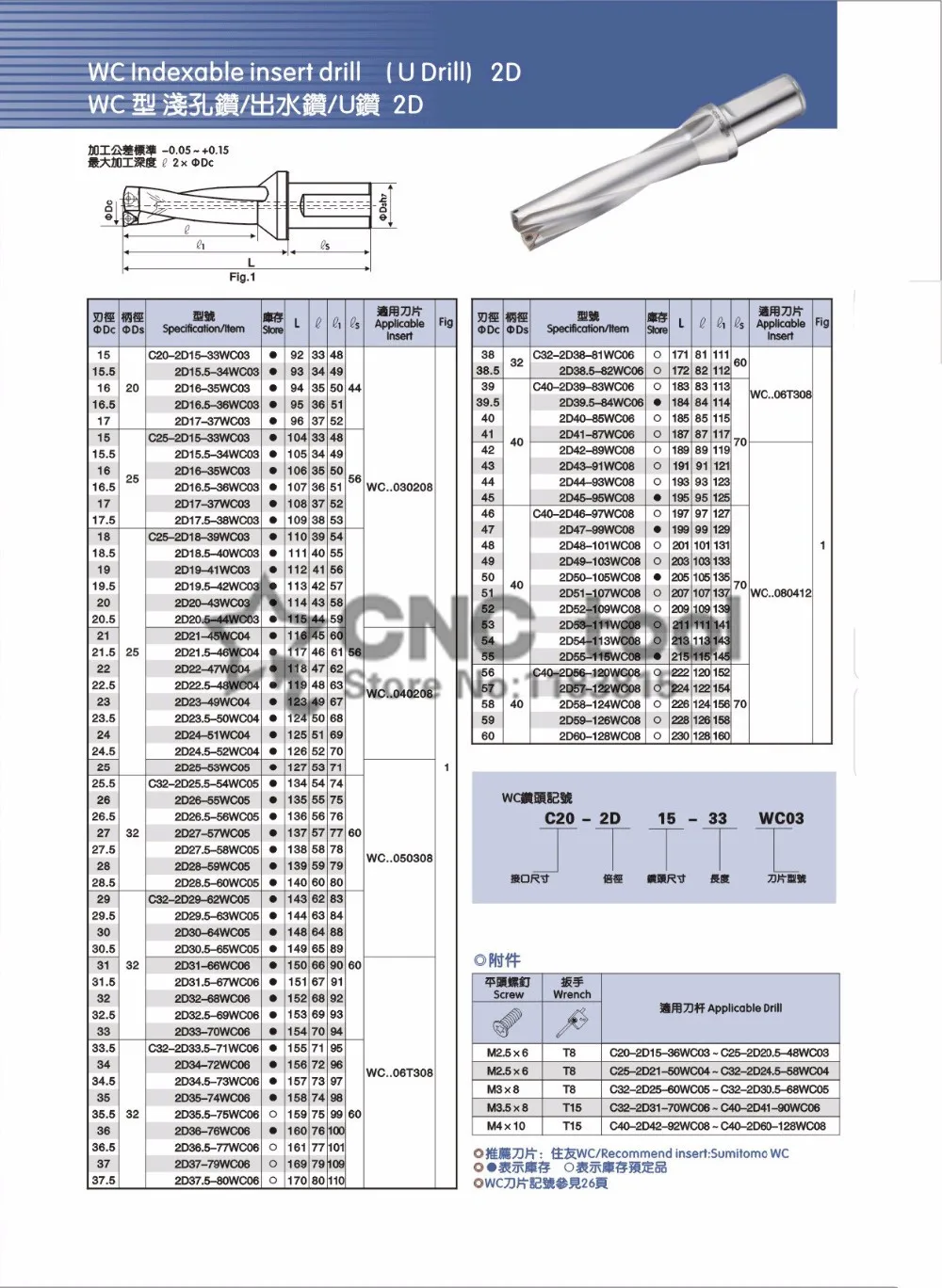
WC32-3D-SD25.5-WC05
WC32-3D-SD26-WC05
WC32-3D-SD26.5-WC05
WC32-3D-SD27-WC05
WC32-3D-SD27.5-WC05
WC32-3D-SD28-WC05
WC32-3D-SD28.5-WC05
WC32-3D-SD29-WC05
WC32-3D-SD29.5-WC05
WC32-3D-SD30-WC05




Быстрое сверление с лезвием типа:
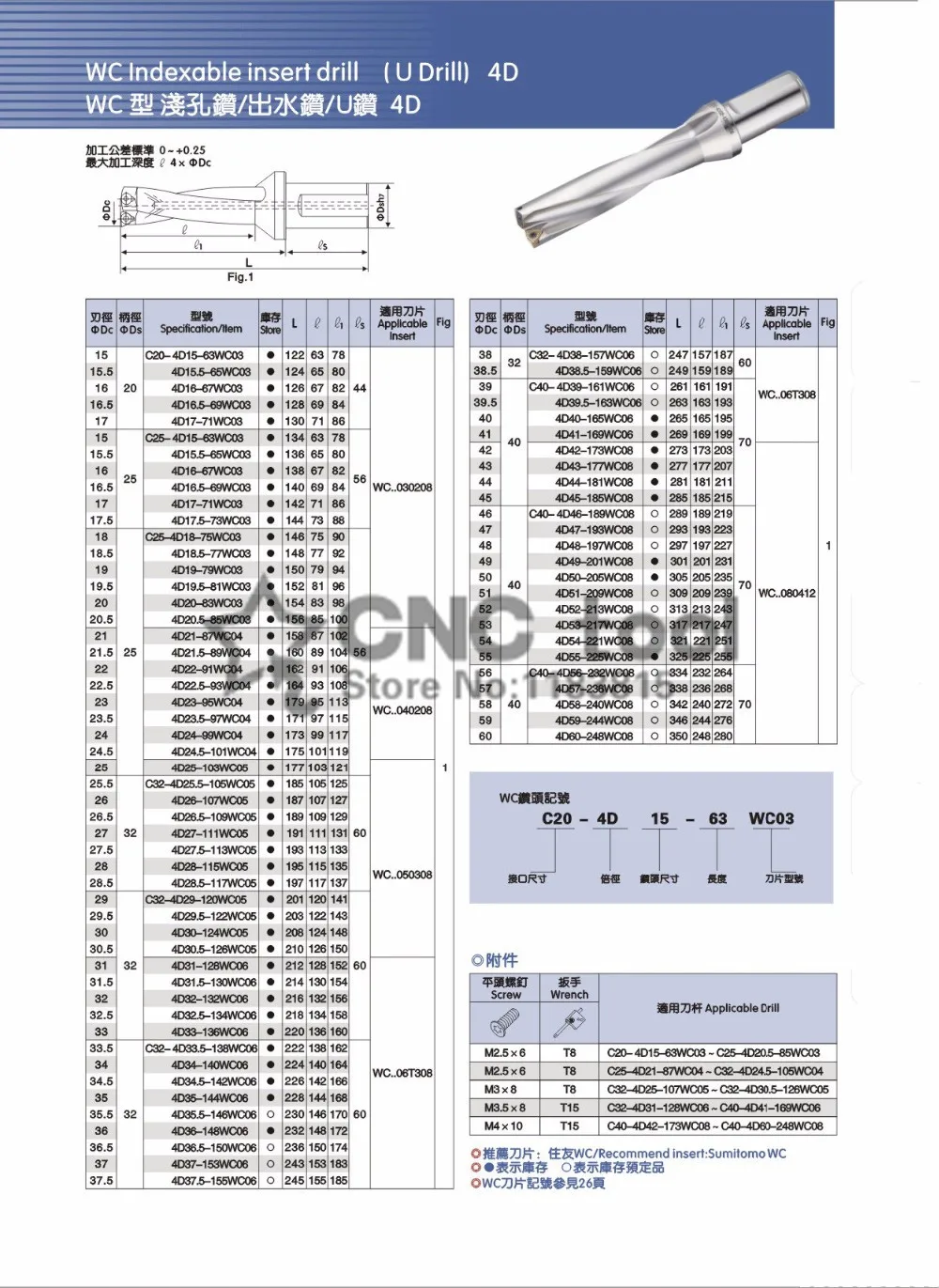
SD14-SD20: WCMT030208FN ACZ330 винт: M2.5 * 6,5 ключ: T8
SD21-SD24: WCMT040208FN ACZ330 винт: M2.5 * 6,5 ключ: T8
SD25-SD30: WCMT050308FN ACZ330 винт: M3 * 7 ключ: T8
SD31-SD41: WCMT06T308FN ACZ330 винт: M3.5 * 8 ключ: T15
SD42-SD60: WCMT080412FN ACZ330 винт: M4 * 10 ключ: T15
С тех пор, как вы проверяете покупательские покупки, будет больше вопросов, мы сначала делаем некоторые основные инструкции
A) твёрдые края, специальные U drill, являются их собственными фабриками лесоматериалов, квентинг, производство, тестирование.
(2) качество может быть гарантировано, что может заменить Taegutec другие высококачественные бренды.
(3) наши цены очень разумны, и пожалуйста, не сравнивайте рынок дешевой U drill.
(4) описание типа (корпус C25-SD20.5-25-4D)
Представитель диаметр хвостовика C25
SD20.5-25D представитель 20,5/21/21,5/22/22,5/23/23,5/24/24,5 is по той же цене
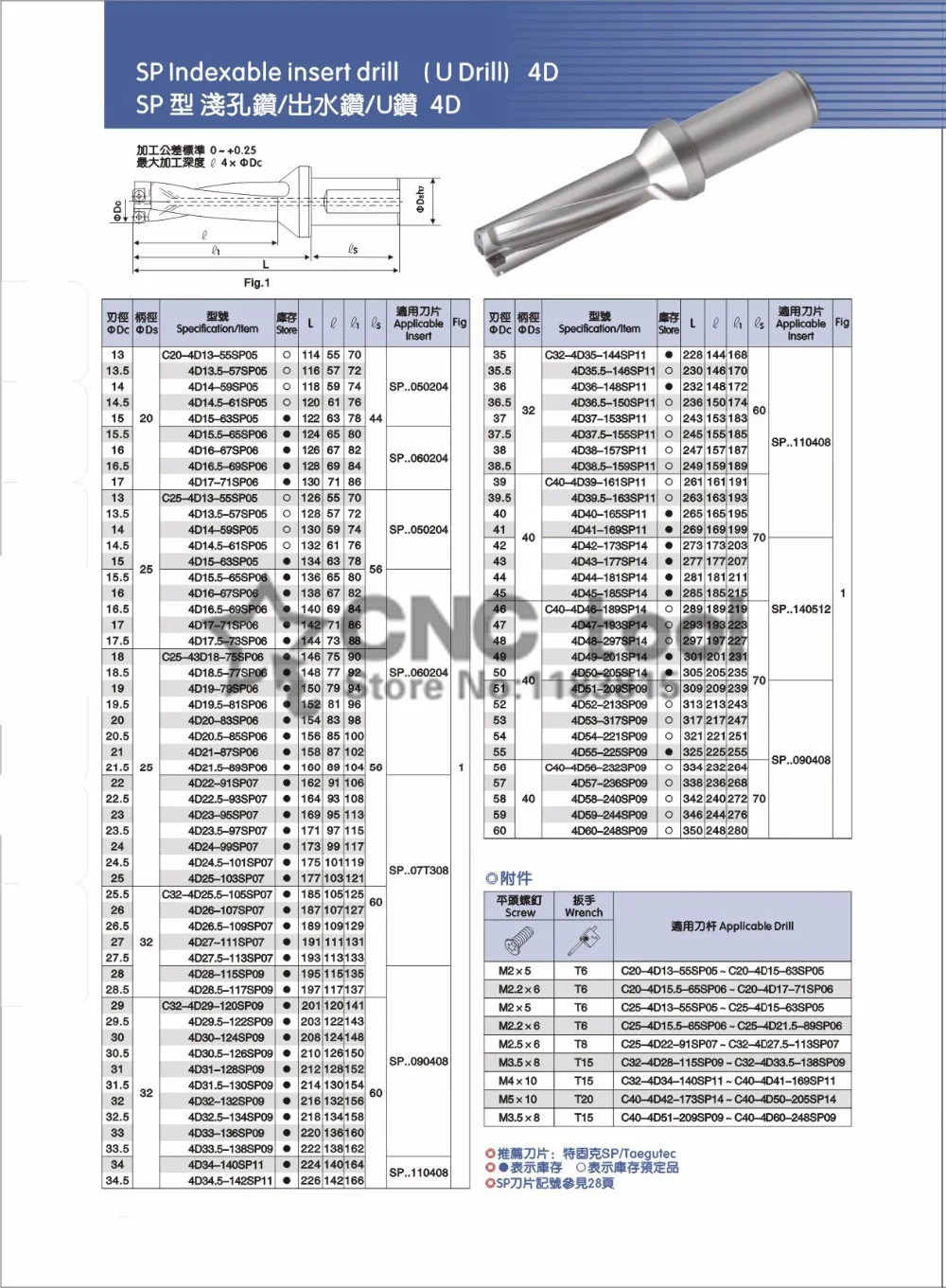
4D представитель U Длина сверла (длина ручки не) 4D = 4 раза диаметр, u-Длина сверла диаметр X4
(5) U дрель будет белым и черным, две модели, качество и цена одинаковы, затем отправлены.
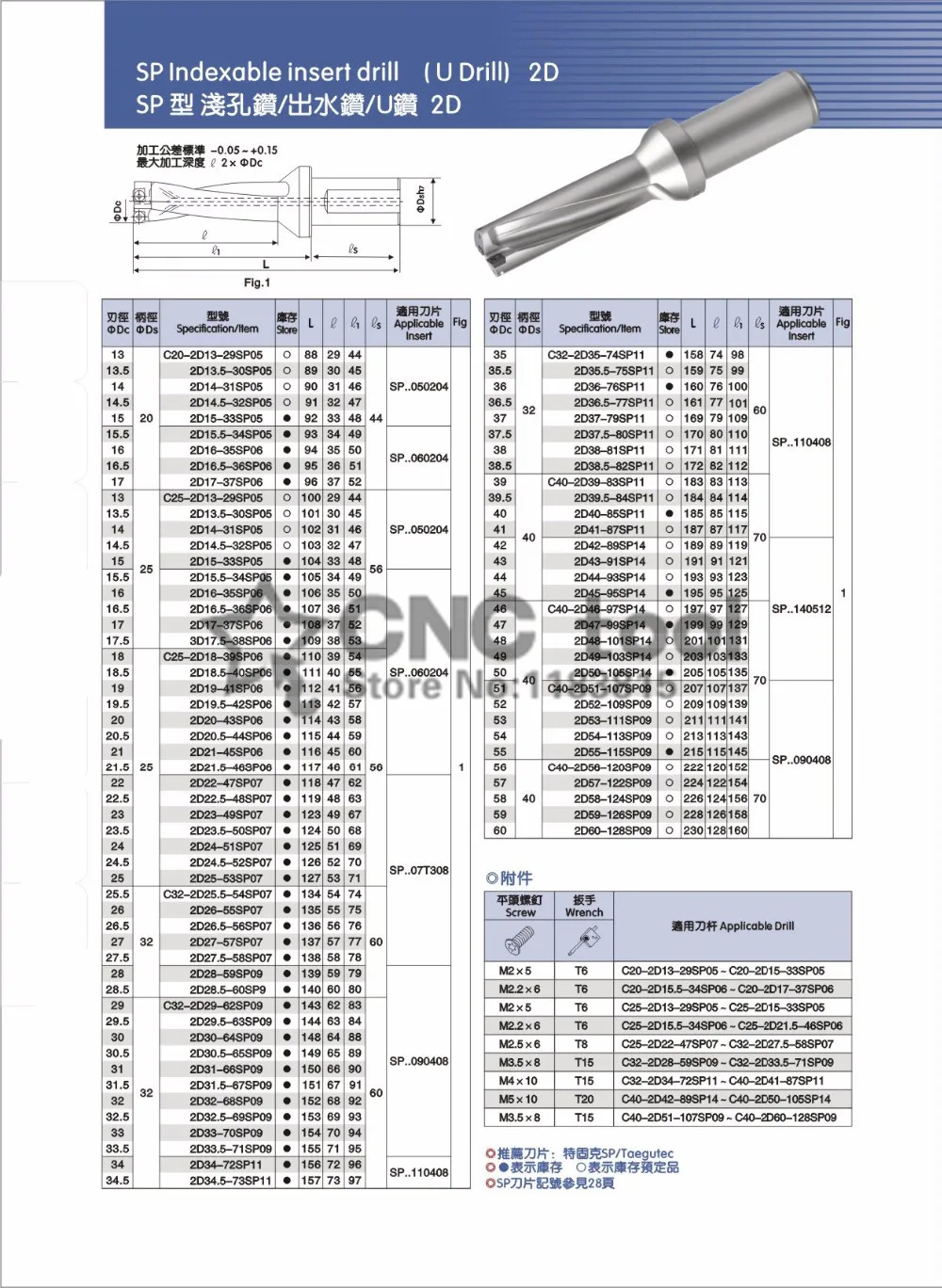
Мы в целом сфотографировали Детские волосы с треугольными лезвиями типа WCMT,
Если необходимость в плоской нижней дырочке требует замечаний, мы вышлем с помощью SPMG Тип лезвия.
Покупатель Примечание: U сверло отверстия для черновой диаметр инструмента, как правило, считается нормальным диапазоном плюс или минус 0,2
При использовании, в качестве центра высокого давления воды, может увеличить срок службы лезвий и стружкодробления
При использовании токарных станков с ЧПУ, реквизит к центру и центру механической оси параллель
Дрель:
Дрель шуруповерт является важным фактором успеха. Обеспечить хорошее качество метода для обеспечения того, чтобы отверстие, просверленное в поверхность дрели перпендикулярно к центральной оси заготовки. Кроме того, индексированные сверло неглубокие отверстия также могут регулировать подачу на обработку выпуклой, наклонная и неправильная вогнутая Поверхностная дрель.
Общие Примечания:
Настоятельно рекомендовали использовать центр высокого давления в холодной воде, холодная резка может максимально повысить эффективность сверления сверла, эффективно предотвратить накопление сколов, лезвия повреждены и уничтожены машина, обработанная внутренней поверхностью для обеспечения надежности обработки
С помощью внешнего режима охлаждения сверления, глубина бурения не должна превышать 1.5D; Глубина бурения при необходимости, рекомендуется клюют способ процесс
Для наилучших результатов бурения являются следующими:
Обнаружить стали хвостовика
Сведение к минимуму отклонений между инструментом и Ось шпинделя
Использовать рекомендуемый режим резания
Глубина бурения 2D/3D при охлаждении минимум 4 кг/см & sup; 2;, глубина бурения 4D Давление охлаждающей жидкости, когда минимум 5 кг/см & sup; 2; больше
Допуски по обработке диафрагмы, как правило, глубина бурения для 2D/3D при 0/+ 0,25; 4D когда 0/0,40, но с различными случайными кроватями и условиями обработки изменятся
Избегайте более 6 ° склона, вогнутая поверхность с неровным началом бурения, легко сверлить, как сверло-центра или сколов, так что, если вы должны делать, это кормить бурение должно быть уменьшено до рекомендованной стоимости третьей.
Если у вас уже предварительно просверлены отверстия на запчасти, отверстие отверстия не должно превышать готового размера четверти, В противном случае это приведет к частичному сверлу.
Когда происходит перекрестное бурение отверстий
Часть, добавленная вместе с многолистным коэффициентом подачи, должна быть уменьшена до примерно одной трети рекомендуемые значения
Токарно-применимые ноты (сверло не вращается)
Гарантируйте, что ось инструмента и концентратор шпинделя менее 0,03 мм, если необходимо, сделайте соответствующую коррекцию необходимым
Поверхность сверла следует установить вокруг направления движения лезвия, параллельного X ось машины, и на внешней периферии лезвия установки инструмент
Гарантируйте, что эти условия соблюдены, Направление оси мобильного инструмента по оси X-оси, доступен в разных диаметрах отверстия
Если допуски для обработки не соответствуют требованиям, пожалуйста, проверьте указанные выше элементы и настройте параметры резания, улучшенные условия охлаждения
Пожалуйста, обратите внимание, что если ваши станки с ЧПУ имели опыт столкновения, трудно обеспечить, чтобы ось инструмента шпинделя концентрировалась с требованиями
Предупреждение: при бурении через заготовку, нижняя часть высокоскоростных летящих дисковых отходов, должны принять надлежащие меры предосторожности для обеспечения безопасности
Параметры быстрого бурения и обработки рассчитывают следующим образом:
Скорость резания (ВК):
Пример: Скорость вращения шпинделя для 1600ВТ/мин, диаметр сверла Φ20мм, его, резания:
ВК = (20 × 3,14*1600) ÷ 1000 = 100 (м/мин)
Коэффициент подачи (VF):
Пример: Скорость вращения шпинделя для 1500об/мин, подача на Револю 0,1 мм/об, его скорость подачи-это:
VF = 0,1 × 1500 = 150 (мм/мин)
Время обработки отверстий (Tc):
Пример: сверло Диаметр Φ20мм Φ20mm отверстие диаметром 40 мм, скорость резания составляет 100 м/мин, подача на Револю 0,1 мм/об, для бурения времени:
ВК = (100 × 1000) ÷ (20*3,14) = 1600 (об/мин)
Tc = (40 × 1) ÷ (1600 × 0,1) = 0,25 (мин)
Скорость удаления металла (Q):
Пример: диаметр дрели Φ20мм Φ20mm подачи 160 мм/об, его скорость удаления металла:
Q = (160 × 3,14 × 202) ÷ (20 × 3,14) = 50,24 (см3/мин)

Характеристики
- Применение
- Сверление металлов
- Бренд
- XZQSK TOOLS
- Материал
- Другая
- Номер модели
- SD25.5-WC05--SD30-WC05
- Индивидуальное изготовление
- Да
- Тип
- Спиральное сверло
- Материалы для самостоятельного изготовления
- Металлообработка
- Длина
- L
Сопутствующие товары







